With the global computer vision market projected to reach US$30 billion in 2025 (see the graph below), business leaders face a critical challenge: identifying where it delivers ROI, from healthcare diagnostics to automated logistics.
Explore the top 15 computer vision use cases across diverse industries, supported by real-world implementations, to help organizations evaluate where computer vision technology can offer the most significant strategic advantage.
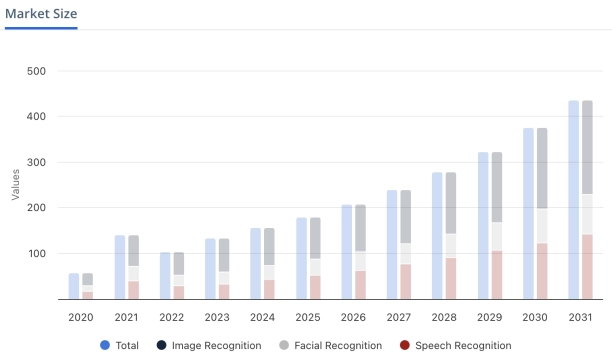
Figure 1: Computer vision market size by category as of March 2025.1
Computer vision use cases in healthcare
Medical professionals used to spend hours analyzing visual data to identify diseases and deliver accurate diagnoses. As the demand for healthcare services surges and the shortage of trained personnel grows, computer vision technology is becoming a key strategy to meet these challenges.
By enabling machines to analyze visual data with the precision of the human eye, computer vision accelerates diagnosis, enhances accuracy, and reduces human error across medical workflows.
1. Medical image analysis
Medical image analysis is one of the most impactful computer vision use cases in healthcare. Computer vision systems trained on vast training data can analyze X-rays, CT scans, MRIs, and other medical images. The aim is to identify abnormalities such as tumors, fractures, or blood clots that may not be easily visible to the human eye.
These systems often rely on deep learning models, such as convolutional neural networks (CNNs), to recognize and recreate patterns and support medical diagnosis.
2. Cancer detection
Computer vision algorithms are highly effective in early-stage cancer detection, particularly for skin and breast cancer. Image classification and analysis tools can evaluate images of skin lesions to identify objects and features consistent with skin cancer.
Similarly, computer vision-powered systems can interpret mammograms with impressive accuracy, aiding in the early detection of breast cancer.
By mimicking the visual pattern recognition abilities of the human brain, these systems recognize objects and deliver meaningful insights that enhance patient outcomes.
3. Monitoring patient behavior and safety
Computer vision systems are increasingly used in hospital settings to track objects and monitor human behavior, especially in intensive care units or eldercare facilities.
These systems can detect if a patient has fallen, left their bed unexpectedly, or shows signs of distress. Using object detection and object classification, they alert staff in real time, preventing injuries and enabling rapid response.
4. Document digitization and Optical Character Recognition (OCR)
Hospitals and clinics manage a large volume of paperwork and scanned documents. Computer vision applications that use optical character recognition (OCR) help perform tasks such as digitizing handwritten notes, transcribing prescriptions, or extracting key details from medical forms.
This improves workflow efficiency, minimizes administrative errors, and ensures important data is accessible for medical and analytical purposes.
Computer vision use cases in manufacturing
From automated inspection to advanced robotics, computer vision applications are transforming manufacturing processes by bringing the accuracy of machine-level perception to the factory floor. Below are several computer vision use cases that demonstrate the value of this technology in industrial settings.
5. Quality control and defect detection
Traditional quality inspection methods, often reliant on human vision, are time-consuming, inconsistent, and prone to human error. In contrast, computer vision systems with high-resolution cameras and deep learning models can perform real-time image analysis to detect surface defects, incorrect labels, misalignments, and even micro-level cracks.
These systems use pattern recognition and object classification techniques to identify faulty products on the assembly line and remove them before they reach the customer. Computer vision QA systems deliver significant savings and improve overall product quality by minimizing defects and reducing reliance on manual inspections.
This is how it works:
Real-life example: Real-time quality control with Edge AI in Switzerland
In collaboration with the Bonseyes consortium, Darwin Edge developed a deep learning-based computer vision system trained on over 5,000 images to detect and categorize defects in real-time.
Optimized for Edge AI, the model operates directly on production line machines without relying on cloud connectivity, ensuring immediate defect detection and real-time alerts.
This setup allows operators to respond quickly, reducing manual inspection time and effort, and reducing the chances of human error.2

Figure 2: An example of how computer vision-powered image detection works for defective product labels.
6. Facility automation and assembly line robotics
Computer vision is essential for automating repetitive tasks in complex manufacturing environments. It plays a central role in guiding robotic arms on the assembly line to identify objects, align parts accurately, and perform tasks such as welding, screwing, or packaging with precision.
For example, many production lines in the automotive industry use computer vision-enabled robots to perform detailed assembly tasks at high speed and with minimal error.
These systems use image processing and object detection to recognize components and consistently carry out procedures that outperform manual labor.
See how BMW uses computer vision and AI to detect car models on its assembly line:
7. Worker safety and compliance monitoring
Using video feeds and real-time object tracking, computer vision systems can detect whether workers wear protective gear such as helmets, gloves, and safety vests. They can also identify unsafe behavior, such as improperly entering restricted zones or operating equipment.
Computer systems can prevent workplace accidents and help organizations maintain a safe working environment by continuously analyzing visual data.
These technologies often integrate with existing security systems to provide automated alerts and incident reporting, reducing the need for manual supervision.
Real-life example: Shawmut Design and Construction’s AI-driven safety monitoring
Shawmut Design and Construction, a Boston-based firm overseeing over 150 worksites and 30,000 workers, has integrated AI technologies to enhance job site safety.
Since 2017, Shawmut has utilized AI to assess risks, monitor worker compliance, and predict potential safety incidents by analyzing diverse data sources, including weather conditions and personnel changes.
During the COVID-19 pandemic, the company expanded its use of GPS-enabled AI systems to maintain social distancing. It now employs the technology to monitor worker behavior, including fall protection and equipment usage.
Shawmut anonymizes all worker data to address privacy concerns and continues refining its AI applications for real-time alerts and regulation-specific safety solutions.3
8. Inventory management and logistics optimization
Using cameras combined with optical character recognition (OCR), facilities can track inventory levels, scan barcodes, and match incoming goods with digital records in real time.
These systems can also analyze warehouse driver behavior and traffic flow to optimize layout and minimize congestion. Computer vision contributes to more efficient supply chain management by helping manufacturers make data-driven decisions and reducing inventory-related errors.
Computer vision use cases in retail
As retailers adapt to evolving customer expectations and health concerns, computer vision applications are emerging as a critical component of modern retail strategy.
9. Cashier-less stores and contactless checkout
The global health crisis highlighted the need for safer and more efficient retail environments. Computer vision and artificial intelligence technologies enable cashier-less shopping experiences, where customers can enter a store, select items, and leave without waiting in checkout lines.
Visual data from cameras combined with machine learning algorithms allows the system to track what each customer takes and automatically charge their account upon exit.
This reduces human contact, speeds up transactions, and offers an experience that aligns with consumer expectations in everyday life.
Real-life examples:
Aldi’s ALDIgo
In April 2024, Aldi introduced its first checkout-free store in Aurora, Illinois, utilizing Grabango’s computer vision technology. Ceiling-mounted cameras track items as customers shop, allowing them to pay via the Grabango app or at dedicated kiosks without traditional checkout lines.4

Figure 3: ALDIgo checkout-free store example.
Tesco GetGo
Tesco has expanded its “GetGo” cashierless stores in London, employing AI-powered cameras and sensors to monitor customer purchases.
Shoppers can enter the store, pick up items, and leave without queuing, as payments are processed automatically through the Tesco app.5
Wesco’s AI-powered self-checkout
Wesco, a Michigan-based grocery chain, has implemented Mashgin’s AI-powered self-checkout kiosks across its 55 locations.
These kiosks use computer vision to instantly recognize and ring up multiple items without barcode scanning, significantly reducing checkout times.6
10. Smart store surveillance and shelf monitoring
Manual shelf and security monitoring are both time-intensive and prone to human error. Computer vision systems with smart cameras now perform these tasks with high precision. They can:
- Monitor each product on store shelves in real time.
- Detect empty shelves or misplaced items.
- Analyze inventory levels and send alerts when replenishment is needed.
- Track customer movement patterns within the store to identify hot spots and optimize store layouts.
11. Customer behavior analysis
Computer vision technology allows retailers to analyze customer behavior, providing meaningful insights into how shoppers interact with products and navigate the store.
By using cameras to monitor foot traffic, facial expressions, and dwell times, retailers can understand what draws customer attention and which areas of the store need improvement.
This helps with product placement, targeted marketing, and personalized experiences, making computer vision necessary for data-driven retail decision-making.
12. Identity verification and access control
Retailers can also use computer vision for secure and automated identity verification. Using facial recognition and OCR, smart kiosks can verify customer identity for services such as loyalty program access, alcohol purchases, or secure store entry.
This adds a layer of security while optimizing access to restricted products or areas.
Computer vision use cases in transportation
Computer vision technology is widely adopted in the transportation sector to improve safety, manage traffic, and support passenger and freight movement automation.
Computer vision systems analyze visual data in real time, enabling transportation authorities and logistics providers to enhance operational efficiency and make informed decisions.
13. Autonomous vehicles and logistics automation
Autonomous vehicles and self-driving cars rely on cameras, lidar, and computer vision algorithms to identify objects, recognize traffic signs, detect lane markings, and monitor other vehicles on the road.
In the logistics sector, self-driving cars automate last-mile delivery and long-haul trucking. These systems use deep learning and object detection to navigate roads, avoid collisions, and improve delivery accuracy.
By reducing reliance on human drivers, companies can lower operating costs and reduce delays in road logistics.
Real-life examples:
Waymo and Uber Expand Robotaxi Services in Austin, Texas
Waymo, Alphabet’s autonomous vehicle subsidiary, has partnered with Uber to launch self-driving rides in Austin, Texas.
As of early 2025, approximately 100 Waymo robotaxis operate through the Uber app in Austin, completing more daily trips than 99% of human drivers.7
Wayve
Wayve, a UK-based autonomous driving startup, has secured over $1 billion in funding from investors like SoftBank, Microsoft, and NVIDIA. The company is testing its vehicles in Germany, the U.S., and soon Japan, and it plans to integrate its software into production vehicles.
Wayve’s system relies on cameras and computers for cost-effective scalability and aims to provide advanced driver assistance with an incremental approach to full autonomy.8
14. Road traffic analysis and urban flow management
Computer vision technology is used to monitor and analyze road traffic conditions. Cameras mounted on roads, intersections, and highways capture visual data processed using deep learning models to track vehicle movement, detect congestion, and count vehicles.
Urban traffic management systems use the resulting data to optimize traffic flow, adjust signal timing, and reduce travel delays.
These applications help city planners respond to real-time conditions and make data-driven decisions for long-term infrastructure planning.
15. License plate and vehicle identification
Computer vision applications that use optical character recognition (OCR) enable the automatic reading of license plates for toll collection, parking access, and law enforcement.
These systems analyze scanned images in real time and match license plate numbers against databases for verification or tracking purposes.
This automation reduces wait times, enhances security, and supports seamless operation at checkpoints, borders, and toll stations.
Real-life examples:
Viso.ai’s ANPR System for Smart Cities
Viso.ai has developed an Automatic Number Plate Recognition (ANPR) system integrated into its Viso Suite platform. This system utilizes deep learning models like YOLOv7 for real-time vehicle detection and Optical Character Recognition (OCR) for license plate reading.
It’s deployed in various applications, including traffic management, toll automation, and intelligent parking systems, enhancing urban mobility and security.9
Innovative toll collection using YOLOv11 and Ensemble OCR
A research initiative has implemented a toll collection system employing YOLOv11 for vehicle detection and an ensemble OCR approach for license plate recognition.
This system achieves high accuracy rates, 99% in license plate recognition and 95% in axle detection, while reducing hardware requirements, making it a cost-effective solution for modern toll operations.10
Conclusion
Computer vision technology is now a core enabler across various business sectors, helping organizations analyze visual data, automate tasks, and improve decision-making.
From healthcare diagnostics to manufacturing quality control, retail analytics, and traffic monitoring, real-world computer vision applications deliver measurable value.
As adoption grows, decision-makers should focus on identifying where computer vision aligns with their operational priorities.
By evaluating computer vision use cases, businesses can better understand how to integrate computer vision systems into their strategies and achieve meaningful outcomes in efficiency, accuracy, and scalability.
External Links
- 1. Computer Vision - Worldwide | Statista Market Forecast. Statista
- 2. Quality Control with Computer Vision and Edge AI - Darwin Edge. Darwin Edge
- 3. How AI Can Promote Worker and Site Safety in Construction - Business Insider. Business Insider
- 4. Aldi makes 'pivotal' checkout switch for first time ever in special location and promises shoppers will 'skip the line' | The US Sun. The US Sun
- 5. Cashierless Stores: Is this the future of Retail?. SWL Group International Ltd
- 6. Grocery store chain rolls out new self-checkout tech that eliminates vital step in process - shoppers can pay in seconds | The US Sun. The US Sun
- 7. Uber teams up with Waymo to start selling driverless rides in Austin, Texas | AP News. The Associated Press
- 8. Subscribe to read. Financial Times
- 9. Automatic Number Plate Recognition (ANPR) Guide. viso.ai
- 10. https://arxiv.org/pdf/2412.12191



Comments
Your email address will not be published. All fields are required.