The global automotive sector is facing various challenges, including the chip shortage crisis, legal issues, etc. Business leaders are seeking various digital solutions to overcome these challenges, and one of these solutions is computer vision.
Computer vision enables the automotive sector to become smarter, safer, and more efficient. As business leaders realize the benefits of this technology, they invest more in it. The global market for artificial intelligence, of which computer vision accounts for the largest share, is projected to grow from $1.5 billion in 2021 to $7.6 billion by 2028.
This article explores 5 use cases of computer vision in the automotive sector to help business leaders successfully leverage this technology.
Autonomous driving
One of the most well-known applications of computer vision in the automotive sector is the self-driving vehicle. Ranging from self-driving non-commercial cars to heavy-duty logistics trucks, computer vision and AI-enabled self-driving systems are revolutionizing the automotive sector.
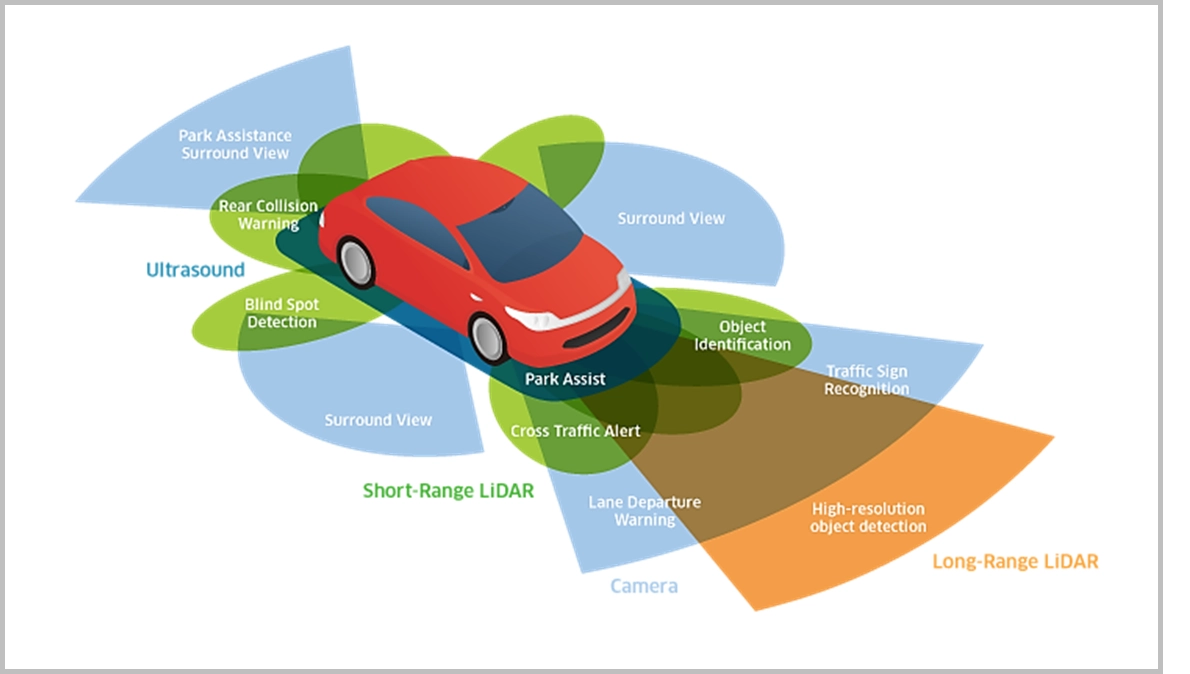
The vehicles are equipped with high-definition cameras with a computer vision system working in the background to detect the road, objects, people, and other vehicles to guide the car’s movement and train itself (The system).
One of the famous self-driving car brands is Tesla.
Self-driving trucks are also helping improve efficiency, productivity, and safety in the logistics sector.
One challenge in self-driving systems is the cost. They can be expensive to produce and install since they require a combination of cameras and expensive sensors. Toyota recently created a robust self-driving system based solely on low-cost cameras, similar to the one used by Tesla, to reduce the costs of the systems by 90%.
Accident prevention
Computer vision-enabled self-driving systems can also prevent accidents with their automated braking or collision avoidance systems. The computer vision-enabled cameras accurately detect pedestrians, vehicles, and other objects to automatically stop the car in case the driver fails to do so.
These systems are so effective that many countries, including Japan, the US, Australia, and the EU, have already made or will make automatic braking systems mandatory in new cars.
As technology improves and the market for automatic braking systems grows, automotive companies are working to make these systems more accurate and cheaper.
Assembly automation
Most of the mass-produced cars in the industry are made in automated manufacturing facilities. Computer vision has significantly improved the manufacturing sector in the past few years.
In the automotive sector, vehicle assembly lines are automated through bots and computer vision systems to eliminate human errors in repetitive assembly tasks.
See how BMW uses computer vision and AI to inspect vehicle model tags.
While implementing computer vision and automation in a manufacturing facility, business leaders need to make sure that they do not aim to eliminate human input and instead invest in cobots. In a past example, completely replacing humans with automated systems has proven to be ineffective.
Quality Control
Another major application in the manufacturing side of automotive is quality control. Computer vision enabled cameras at the assembly line can:
- Detect welding defects in the vehicle’s frame that are invisible to the naked eye
- Measure the dimensions of vehicle body parts
- Identify and match tire sizes and with car models
- Accurately assemble electronic components, including battery, cooling module, electrical switches, etc
- Detect abnormalities in the paint job
See how these systems work:
Driving behavior analysis
Computer vision-enabled cameras inside the car are used to analyze the behavior of the driver. If the systems detect anomalies or unusual activities such as:
- Driver distraction
- Driver fatigue or tiredness
- Usage of a mobile phone
- Falling asleep
- Low blinking rate
To alert the driver or automatically stop the car safely on the side of the road. This can help reduce accidents.
This is how it works
Some countries, such as the US and Australia, are planning to implement a similar system to detect the driver’s behavior to determine if he/she is intoxicated or under the influence of alcohol.
However, in some countries, these systems have caused legal issues. For instance, Tesla’s new driver monitoring system faced legal complaints about violating the privacy of the public.
To find the best digital solutions or services for your computer vision or data annotation project, check out our data-driven lists:
- Data Annotation / Labelling / Tagging / Classification Service
- Video Annotation Tools
- Medical Image Annotation Tool
Further reading
- Top 8 Computer Vision Uses Cases and Examples
- Top 5 Computer Vision Use Cases in Agriculture
- Top 5 Use Cases of Computer Vision in Manufacturing
- Top 4 Computer Vision Challenges & Solutions
- Top 5 Use Cases of Computer Vision in Retail
- Top 7 Computer Vision Use Cases in Healthcare
- Computer Vision Consulting: Benefits & How to Choose a Vendor
- Synthetic Data for Computer Vision: Benefits & Case Studies
- Computer Vision: In-Depth Guide
If you have any questions, feel free to contact us:


Comments
Your email address will not be published. All fields are required.